突合せ溶接継手の材料の選択 適切な素材を選択することが選択の第一歩です...
プレート平板溶接フランジの溶接プロセスは何ですか?

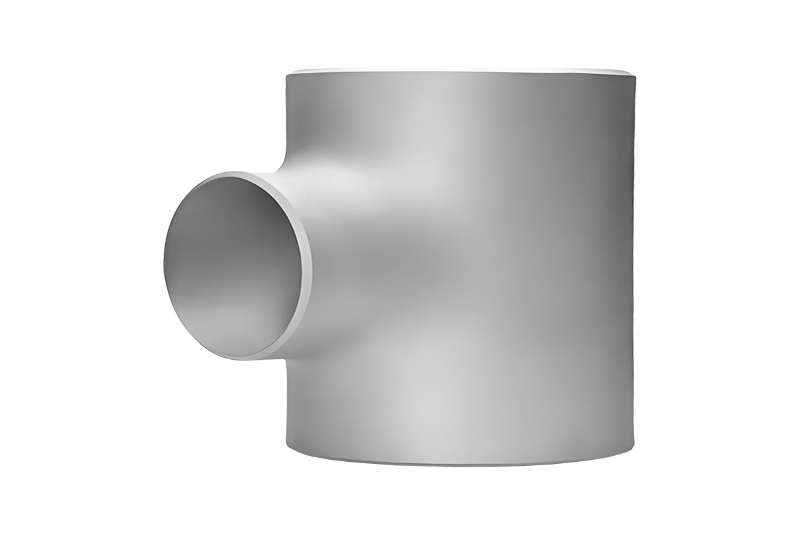
プレート平板溶接フランジの理解
プレート フラット溶接フランジは、一般にスリップオン フラット溶接フランジまたはフラット フェイス フランジとも呼ばれ、工業用配管システムで最も広く使用されているフランジ タイプの 1 つです。突合せ溶接を必要とする溶接ネック フランジとは異なり、平坦溶接フランジはパイプ端に滑り込み、パイプの内径と外面の周囲の両方で隅肉溶接によって固定されるように設計されています。この設計により、コスト効率が高く、組み立て時の位置合わせが容易になり、水処理、化学処理、HVAC、一般製造などの業界にわたる低圧から中圧の用途に適しています。このフランジ タイプの正しい溶接プロセスを理解することは、接合部の完全性、耐漏れ性、および動作ストレス下での長期的な性能を確保するために不可欠です。
の 平溶接フランジ 通常、使用環境に応じて、炭素鋼 (A105)、ステンレス鋼 (304/316)、合金鋼、またはダクタイル鋳鉄で製造されます。シール面が平坦なため、同様に平坦な面を持つ機器との嵌合に最適で、全面ガスケットを使用して荷重を均等に分散し、ガスケットの吹き出しを防ぎます。溶接継手の品質はフランジ接続全体の信頼性を直接決定するため、母材の準備から溶接後の検査に至る溶接プロセスのすべての段階は、ASME B16.5、AWS D1.1、ASME Section IX などの認知された規格に従って正確に実行する必要があります。
溶接前の準備: 高品質の接合の基礎
最初のアークを打つ前の適切な準備は、おそらくフランジ溶接の最も重要な段階です。現場や工場環境で発生する溶接欠陥の大部分は、準備が不十分であることが原因です。プレート フラット溶接フランジの場合、準備にはいくつかの相互接続された手順が含まれており、溶接を開始する前にすべてを完了する必要があります。
材料の検査と検証
取り付け作業を開始する前に、フランジとパイプの両方を材料試験レポート (MTR) と照合して検査する必要があります。材料グレード、熱価、寸法、圧力定格がすべて技術仕様と一致していることを確認してください。溶接熱によって伝播する可能性のある、積層、ピット、亀裂、継ぎ目などの表面欠陥がないか確認します。炭素鋼フランジの場合、水素による亀裂を避けるために、炭素当量 (CE) 値が許容範囲内であることを確認してください。 CE が 0.43 を超えるフランジでは、通常、この種の欠陥を防ぐために予熱が必要です。

表面の洗浄と脱脂
目的の溶接ゾーンから少なくとも 25 mm (1 インチ) 以内のすべての表面を徹底的に洗浄する必要があります。ワイヤーブラシ、フラップディスク付きアングルグラインダー、または機械洗浄ツールを使用して、パイプ外径およびフランジ穴からミルスケール、錆、塗料、酸化を除去します。続いて、アセトンまたはイソプロピル アルコールを使用して溶剤で拭き取り、油、グリース、水分を除去します。これらはすべて、完成した溶接部の気孔や水素亀裂の主な原因です。濡れた表面や湿った表面では決して溶接を開始しないでください。周囲の湿度が高い場合は、溶接を開始する前にフレームトーチを当てて接合部分を軽く温めます。
フィッティングとアライメント
平らな溶接フランジをパイプ端にスライドさせて、パイプがフランジ面からわずかに (通常は 1.5 mm ~ 3 mm) 突き出るように配置して、裏側の隅肉溶接に適切にアクセスできるようにします。精密正方形またはデジタル水準器を使用して、フランジ面がパイプの中心線に対して垂直であることを確認します。パイプ直径 300 mm あたり 1 mm を超える位置ずれは一般に許容されず、溶接止端部に応力集中が発生します。完全な溶接を開始する前に、フランジを円周上の少なくとも 3 つまたは 4 つの等間隔の位置で仮付け溶接し、位置合わせを保持します。
材料と厚さに基づく予熱要件
予熱は、冷却速度を低下させ、熱衝撃を最小限に抑え、水素割れを防止するために、溶接前に母材の温度を上昇させる制御されたプロセスです。プレート フラット溶接フランジの場合、予熱要件は、材料の種類、肉厚、および関係する鋼の炭素当量によって異なります。
| 材質 | 厚さ | 最低予熱温度 |
| 炭素鋼(A105) | 25mmまで | 予熱不要 (CE ≤ 0.43) |
| 炭素鋼(A105) | 25mm~50mm | 最低 79°C (175°F) |
| 低合金鋼 | 任意の厚さ | 150°C ~ 200°C (300°F ~ 390°F) |
| ステンレス鋼(304/316) | 任意の厚さ | 予熱は必要ありません。パス間を最大 150°C に制限 |
| 二相ステンレス鋼 | 任意の厚さ | 予熱は必要ありません。厳密な入熱制御が必要 |
予熱は、酸素燃料トーチ、誘導加熱ブランケット、または抵抗加熱パッドを使用して適用する必要があり、温度は、接合される両方のコンポーネントの溶接部から少なくとも 75 mm の距離で接触温度計または温度指示棒 (Tempilstiks) を使用して確認する必要があります。
平坦溶接フランジの適切な溶接プロセスの選択
の choice of welding process significantly impacts the quality, speed, and mechanical properties of the finished flange weld. For Plate Flat Welding Flanges, the following processes are most commonly employed, each with specific advantages depending on the application environment.
- SMAW(被覆金属アーク溶接/スティック溶接): の most versatile and widely used process for flange welding in field conditions. It works well on carbon steel and low alloy flanges, tolerates minor surface contamination, and requires minimal equipment. Use E6013 electrodes for general structural work or E7018 low-hydrogen electrodes for structural-grade carbon steel flanges requiring higher tensile strength and low diffusible hydrogen content.
- GMAW (ガスメタルアーク溶接/MIG溶接): より高い溶着速度とよりきれいな溶接のため、工場環境で好まれます。炭素鋼フランジには 75% アルゴン / 25% CO₂ シールド ガスを含む ER70S-6 ワイヤを使用してください。 GMAW は、生産性が重要な大径フランジのマルチパスすみ肉溶接に適しています。
- GTAW(ガスタングステンアーク溶接/TIG溶接): の highest-quality process, producing exceptionally clean and precise welds with minimal spatter. It is the preferred choice for stainless steel, duplex, and other high-alloy flanges where corrosion resistance must not be compromised. Use ER308L or ER316L filler wire for austenitic stainless steel flat welding flanges.
- FCAW (フラックス入りアーク溶接): より厚い壁のパイプからフランジまでの用途で、高い堆積速度と全位置機能が必要な場合に使用されます。自己シールド型 FCAW バリアントは、ガスシールドが妨げられる屋外または風の強い条件でもうまく機能します。
平らな溶接フランジの段階的な溶接手順
の actual welding of a Plate Flat Welding Flange involves two primary fillet welds: the outer fillet weld (between the outer face of the pipe and the front face of the flange) and the inner bore fillet weld (inside the bore of the flange, where the pipe inner diameter meets the flange back face). Both welds must be completed to achieve full joint integrity per ASME B31.3 and B16.5 requirements.
ステップ 1 — 仮付け溶接と初期セットアップ
フランジをパイプに位置合わせした後、90 度の間隔で等間隔に少なくとも 4 つの仮付け溶接を適用します。各仮付け溶接は少なくとも 15 mm の長さで、完全な溶接パス中の熱応力による亀裂を避けるために完全に溶融する必要があります。続行する前に仮付け溶接を目視検査します。ひび割れや多孔質の仮付け溶接は、続行する前に研磨して再溶接する必要があります。
ステップ 2 — 外側すみ肉溶接 (前面)
の outer fillet weld is the primary structural weld of the flat welding flange joint. For most applications under ASME B16.5, the minimum fillet weld size should equal the pipe wall thickness, typically ranging from 6mm to 12mm depending on nominal pipe size. Weld in a continuous pass around the circumference, maintaining consistent travel speed, arc length, and electrode angle (approximately 45 degrees to both the pipe and flange face). Use stringer beads for the first pass to ensure full root fusion, then apply weave passes for fill and cap layers as required by the weld symbol on the engineering drawing. Allow each pass to cool to interpass temperature limits before applying the next pass.
ステップ 3 — インナーボアのすみ肉溶接 (背面)
の inner bore weld is made on the back side of the flange, welding the pipe outer surface to the flange hub bore from inside. This weld is critical for pressure applications as it provides a secondary seal and structurally locks the flange against axial movement caused by thrust loads. On smaller diameter pipe where access is limited, use a short-arc process (SMAW with 3.2mm electrode) or GTAW with a bent filler rod to reach the interior. Apply at minimum a single-pass fillet weld that achieves full fusion at both weld toes. On stainless steel flanges, use a backing gas (pure argon purge at 5–10 CFH) inside the pipe to protect the bore weld root from oxidation.
ステップ 4 — パス間のクリーニングとスラグの除去
各溶接パスの後、チッピングハンマーとステンレススチールワイヤーブラシを使用して、すべてのスラグ、スパッタ、酸化物を徹底的に除去します。ステンレス鋼フランジでは、表面腐食の原因となる炭素鋼の汚染を防ぐために、専用のステンレスワイヤーブラシのみを使用してください。次の層を堆積する前に、各パスで亀裂、多孔性、アンダーカット、および融着の欠如を目視検査します。パス間検査中に特定された欠陥は、溶接を続行する前に完全に除去する必要があります。
溶接後処理: 熱および表面仕上げ
溶接後の急速な加熱および冷却サイクル中に発生する残留応力を軽減するために、特定の材料グレードおよび肉厚では溶接後熱処理 (PWHT) が必要になる場合があります。 ASME B31.3 に基づく圧力用途における炭素鋼平溶接フランジの場合、肉厚が 19 mm (3/4 インチ) を超える場合、またはサービスに水素または腐食環境が含まれる場合、通常 PWHT が必要です。炭素鋼の標準的な PWHT 温度は 595°C ~ 650°C (1100°F ~ 1200°F) で、厚さ 25mm ごとに 1 時間保持した後、制御しながら冷却します。
ステンレス鋼フランジの場合、PWHT は鋭敏化、つまり耐食性を大幅に低下させる粒界での炭化クロムの析出を引き起こす可能性があるため、一般に推奨されません。代わりに、溶接後に硝酸/フッ化水素酸溶液またはクエン酸を使用した酸洗いと不動態化処理を適用して、熱による着色領域 (酸化変色) を除去し、不動態酸化膜を復元し、表面を完全な耐食性の潜在能力に戻します。フランジのシール面は、すべての熱処理後に平面グラインダーまたはラッピング ツールを使用して再仕上げして、0.1 mm 以内の平坦度を確保する必要があります。これは、ガスケットを適切に装着するために重要です。
溶接部の検査方法と合格基準
溶接の完全性を検証するための適切な非破壊検査 (NDE) がなければ、フランジ溶接作業は完了しません。適用される検査方法は、サービス クラスとフランジ アセンブリの材質によって異なります。
- 目視検査 (VT): の baseline requirement for all welds. Check for surface cracks, porosity, undercut exceeding 0.8mm, incomplete fusion, overlap, and improper weld profile. The finished weld should have a smooth, uniform surface with a concave or flat face profile and full fusion at both weld toes.
- 液体浸透探傷試験 (PT): ステンレス鋼および非強磁性合金のフランジに適用され、表面破壊の不連続性を検出します。着色染料または蛍光染料を塗布し、浸透させてから、現像液で露出させます。 1.5 mm を超える直線の表示は、ASME セクション V 基準に基づいて不合格の原因となります。
- 磁粉試験 (MT): 強磁性炭素鋼フランジに使用され、磁束漏れおよび鉄粒子インジケーターを使用して表面および表面近くの欠陥を検出します。表面の緻密な亀裂を検出する場合、VT よりも感度が高くなります。
- 放射線検査 (RT): 重要な圧力サービス用途に必要です。 RT は内部溶接品質の永続的なフィルム記録を提供し、溶接ボリューム内の気孔、介在物、溶融の欠如、亀裂を明らかにします。 ASME B31.3 通常の流体サービスに基づく許容基準が適用されます。
- 静水圧試験: の final system-level verification, typically conducted at 1.5 times the design pressure held for a minimum of 10 minutes. A successful hydrostatic test with zero leakage at the flange joint confirms that the welding process has produced a fully pressure-tight assembly.
一般的な溶接欠陥とその防止方法
経験豊富な溶接工でも、平らなフランジを溶接するとき、特にアクセスが困難な内穴溶接部や、異種材料の組み合わせを作業するときに欠陥に遭遇します。最も一般的な欠陥の根本原因を理解することで、溶接工や検査員は事後対応ではなく積極的に是正措置を講じることができます。
多孔性は、ほとんどの場合、電極コーティング内の水分、ベースメタルの汚染、またはシールドガスの適用範囲の喪失によって引き起こされます。これは、適切に保管された低水素電極 (120°C のロッドオーブン内で保管) を使用し、表面を徹底的に洗浄し、アークを開始する前にシールドガスの流れを確認することによって防止されます。アンダーカット (溶接止端に沿って母材に溶けた溝) は、過剰な入熱、不適切な電極角度、または速すぎる移動速度によって発生します。これらのパラメータは、認定された WPS (溶接手順仕様) 内で制御することで防止されます。おそらくフランジ溶接における最も構造的に危険な欠陥である溶融の欠如は、通常、インナーボア溶接の不十分な熱、汚染、または不適切な技術が原因で、溶接金属が母材または以前の溶接層に接着できないときに発生します。正しい予熱の適用、適切な電極/ワイヤ角度、および適切なアンペア数が、この欠陥に対する主な防御策です。圧力サービスにおける平坦溶接フランジのすべての溶接は、ASME セクション IX に基づいて認定された溶接工によって、承認され文書化された WPS と、溶接される特定の材料、プロセス、および厚さに対してテストされた手順適格性記録 (PQR) を使用して実行する必要があります。
最新ニュース
ニュース そしてブログ
最近のイベントに関する最新情報を入手してください


