突合せ溶接継手の材料の選択 適切な素材を選択することが選択の第一歩です...
さまざまなタイプの突合せ溶接管継手の詳細をご覧ください

突合せ溶接式管継手 石油やガスから医薬品製造に至るまで、さまざまな業界にわたる最新の配管システムのバックボーンを表しています。これらの精密設計コンポーネントにより、溶接配管ネットワークの構造的完全性と圧力保持能力を維持しながら、方向変更、分岐接続、サイズ変更、ライン終端が可能になります。ねじ接続やフランジ接続とは異なり、突合せ溶接継手は溶融溶接によって永久的な漏れのない接合を作成し、優れた強度を提供し、圧力降下を最小限に抑え、厳しい使用条件でも信頼性を高めます。さまざまなタイプの突合せ溶接継手、その特定の用途、寸法規格、および選択基準を理解することは、安全で効率的な配管システムの作成に取り組むエンジニア、設計者、製造者にとって不可欠です。
方向転換用突合せ溶接エルボ
エルボは最も一般的に使用される突合せ溶接継手を構成し、流れの連続性と構造強度を維持しながら配管システムの方向を変更できるようにします。これらの継手は、さまざまな配線要件や性能仕様に対応するために、さまざまな角度、半径、構成で利用できます。標準の90度エルボは流れ方向を直角に変更し、配管方向変更の主力となります。これらのエルボには、長半径 (LR) と短半径 (SR) という 2 つの主要な半径構成があります。長半径エルボは、公称パイプ直径の 1.5 倍に等しい中心線半径を特徴としており、より穏やかな流れ方向の変化を提供して、圧力降下と浸食を最小限に抑え、ほとんどの用途で推奨されます。
中心線の半径がパイプの公称直径と等しい短い半径のエルボは、スペースの制約により長い半径のフィッティングができない場合に役立つ、よりコンパクトな方向変更を実現します。ただし、曲げがきつくなると圧力降下が大きくなり、乱流が増加するため、高速または研磨作業では浸食が発生する可能性があります。 45 度エルボは、90 度継手よりも穏やかな方向変更を提供します。多くの場合、単一の 90 度エルボよりも低い圧力降下で 90 度回転を作成するためにペアで使用されます。 22.5 度やカスタム角度などの他の特殊な角度も特定の用途に合わせて製造できますが、標準化された 45 度および 90 度のフィッティングは可用性が高く、コストが低くなります。
エルボの製造方法
突合せ溶接エルボはいくつかのプロセスを経て製造され、それぞれのプロセスが継手の特性とさまざまな用途への適合性に影響を与えます。シームレス エルボは、シームレス パイプの熱間曲げまたは冷間曲げによって形成され、壁の厚さが均一で縦方向の継ぎ目がなく、高圧および重要なサービスに最適です。プレートまたは溶接パイプから製造される溶接エルボには、縦方向の溶接継ぎ目が含まれており、設置時の設計と方向を考慮する必要があります。成形マンドレル上で直管を曲げることによって作成されるマンドレル曲げエルボは、優れた寸法の一貫性を提供しますが、応力計算で考慮する必要がある外径 (外側半径) で肉厚が薄くなり、内側径 (内側半径) で肉厚が厚くなる可能性があります。

分岐接続用のティーおよびクロスフィッティング
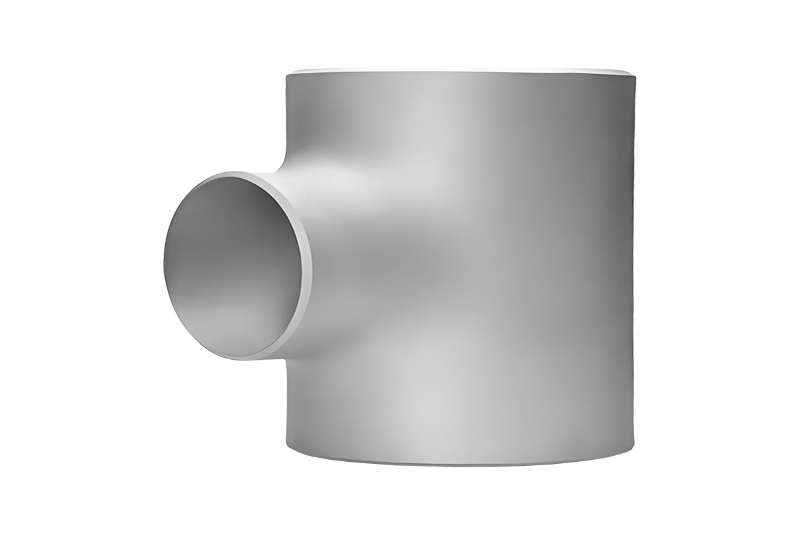
T 継手により、配管システムでの分岐接続が可能になり、流れが分割または合流する三方向接合部が作成されます。ストレート T はイコール T とも呼ばれ、3 つの開口部すべての直径が同じであるため、同じサイズのパイプを直角に交差させることができます。この構成は、流れが均等に分割される場合、または分岐ラインと実行ラインが同様の流量を運ぶアプリケーションに適しています。レジューシング ティーには、等しい直径のラン接続を維持しながら、より小さな直径の分岐出口が組み込まれており、別個の減速機継手を必要とせずに、より低い流量要件の分岐ラインに対応します。縮小された出口は同心 (中心) または偏心 (オフセット) にすることができ、偏心構成により水平分岐ラインでの液体の蓄積が防止されます。
クロスフィッティングは、T 型ほど一般的ではありませんが、2 本の垂直なパイプが交差する 4 方向の交差を提供します。これらの継手は、圧力や熱負荷の下で複雑な応力パターンを受けるため、複数の T 字継手を使用するよりも高価になり、一般にあまり好まれません。ただし、クロスは特定の形状に対してスペース効率の高いソリューションを提供するため、コンパクトな設置では必要になる場合があります。ティーとクロスは両方とも、接続パイプの仕様に合わせてさまざまなスケジュールと圧力定格で利用でき、配管システム全体で一貫した壁厚と圧力保持能力を確保します。
| 継手の種類 | 構成 | 主な用途 | 主な利点 |
| ストレートティー | 等しい直径の出口 | 均等な流量分布 | 均一圧力定格 |
| 径違いティー | 分岐コンセントの削減 | 支線接続 | 単一のフィッティングソリューション |
| ラテラルティー | 45度分岐 | よりスムーズなフロー移行 | 圧力損失の低減 |
| クロス | 四方交差点 | 垂直交差点 | スペース効率 |
パイプサイズ変更用レデューサー
レデューサは異なるパイプ径間の移行を容易にし、システム全体の流速と配管コストの最適化を可能にします。同心減速機は、大きいサイズのパイプと小さいサイズのパイプの間で共通の中心線を維持し、対称的な円錐形状を作成します。この構成は、中心線の位置合わせを維持することが重要であり、液体の蓄積が懸念されない垂直配管またはガスサービスに適しています。同心減速機は徐々に直径が変化するため、乱流と圧力降下が最小限に抑えられ、形状が許す限りほとんどのサイズ移行用途に適しています。
偏心減速機は、継手の片側が平らまたは平行のままオフセットされた中心線を備えており、水平配管内の高い位置での液体の蓄積や低い位置での蒸気ポケットを防ぎます。偏心減速機を平らな面を上にして水平液体ラインに取り付けると、流れの中断やキャビテーションを引き起こす可能性のあるガスポケットの形成が防止されます。逆に、水平ガスラインに平らな面を下にして取り付けると、スラグの流れや腐食の問題を引き起こす可能性のある液体の蓄積が防止されます。偏心構成により、液体が溜まる可能性のある低い箇所がなくなるため、メンテナンス時の排水も容易になります。
レデューサーの設計に関する考慮事項
The angle of diameter reduction in reducers affects pressure drop and flow characteristics.標準的な減速機は通常 15 ~ 30 度の角度を備えており、コンパクトな継手長さと許容可能な圧力損失のバランスをとります。より急な角度はより短いフィッティングを作成しますが、乱流と圧力降下が増加します。一方、より緩やかな角度はより長いフィッティングを必要としますが、よりスムーズな流れの移行を提供します。高速または浸食サービスを伴う重要な用途では、流れの乱れを最小限に抑えるために、緩やかなテーパーを備えたカスタム減速機を指定できます。通常、減速機の壁の厚さは 2 本の接続パイプの厚い方と一致し、移行ゾーン全体で適切な強度を確保します。
ラインの終端および閉鎖用のキャップ
突合せ溶接キャップはパイプの端を永続的に閉鎖し、行き止まりラインの耐圧終端、段階的建設中の一時的な終端、または恒久的な機器接続を作成します。これらのドーム型継手は、湾曲した形状を通じて圧力荷重を効率的に分散し、比較的薄い材料を使用しながら接続パイプと同じ圧力定格を達成します。キャップの半球形または楕円形の形状は、平坦なクロージャと比較して優れた強度対重量比を提供し、圧力がかかる終端に好ましい選択肢となっています。
キャップには、半球形、楕円形 (2:1)、および円形球形などのさまざまなヘッド形状があり、それぞれ異なる深さと直径の比率と圧力保持効率を提供します。半球形のキャップは最も強い形状を提供しますが、最も深いプロファイルを必要とします。一方、楕円形および円形のキャップは、圧力定格がわずかに低下したよりコンパクトなソリューションを提供します。頻繁なアクセスや将来の拡張が必要な用途では、永久的な突合せ溶接キャップよりもブラインド フランジを備えたフランジ付きクロージャの方が実用的ですが、初期コストが高く、漏れの可能性が高くなります。
スタブエンドと重ね継手継手
スタブ エンド (ラップ ジョイント スタブ エンドとも呼ばれます) は、半永久的なフランジ接続を作成する際にラップ ジョイント フランジと連動するように設計された特殊な突合せ溶接継手です。スタブ端はパイプに突合せ溶接され、緩い重ね継手のフランジに着座する丸みを帯びたフレアが形成されます。この構成は、特に高価な合金配管材料を使用するシステムにおいて、従来の溶接ネック フランジに比べていくつかの利点をもたらします。パイプと同じ耐食性合金で製造されたスタブ端はすべて接液面で接触する一方、非接触の重ね継手フランジは安価な炭素鋼で製造できるため、材料コストが大幅に削減されます。
スタブ端では重ね継手のフランジがスタブ端上で自由に回転できるため、取り付け時の位置合わせが容易になり、相手側フランジとのボルト穴の位置合わせが簡単になります。この機能は、長い配管を設置する場合や、正確な回転位置合わせが難しい固定機器に接続する場合に特に役立ちます。スタブ端とパイプの間の突合せ溶接接合部は、スリップオンまたはソケット溶接フランジで使用される隅肉溶接よりも簡単に X 線検査が可能であり、重要なサービスに対してより高い品質保証を提供します。ただし、2 ピースのスタブ エンドとラップ ジョイント フランジ アセンブリは、両方のコンポーネントが同じ材料を使用する場合、同等の溶接ネック フランジよりもコストが高くなり、材料コストの節約や位置合わせの利点により取り付けコストの増加が正当化される状況に用途が限定されます。
寸法規格と仕様
突合せ溶接継手は、標準的なパイプ サイズおよび肉厚スケジュールとの互換性を保証するさまざまな寸法規格に従って製造されています。 ASME B16.9 は、工場で製造された鍛鋼突合せ溶接継手をカバーしており、NPS 1/2 から NPS 48 までのサイズの寸法、公差、および圧力温度定格を確立しています。この規格は、エルボの中心間距離、ティーとクロスの中心間および端から端までの寸法、および減速機とキャップの面間長さを含む継手の寸法を定義しています。 MSS SP-75 は、厳しい使用条件に対応する強化された機械的特性を備えた同じタイプの継手をカバーする、高度な試験の鍛造突合せ溶接継手の仕様を提供します。
これらの規格では、標準パイプ スケジュール (スケジュール 10 から XXH) に一致する壁厚スケジュールを指定し、継手が接続パイプで一貫した圧力定格を維持できるようにします。この規格では、重要な寸法、楕円度の制限、および溶接やシステムの組み立て中に適切に適合することを保証する真直度の要件の公差範囲も定義されています。標準仕様でカバーされていないサイズ、材質、構成については、プロジェクト固有の要件に合わせてカスタム継手を製造できますが、標準のカタログ品目よりもコストが高く、納期が長くなります。
材質仕様
突合せ溶接継手は、炭素鋼、ステンレス鋼、合金鋼、ニッケル合金、チタン、その他の特殊材料を含むあらゆる配管材料で利用できます。一般的な材料仕様には、炭素鋼および合金鋼の継手用の ASTM A234、鍛錬オーステナイト系ステンレス鋼の継手用の ASTM A403、および特定の材料ファミリー用のその他のさまざまな ASTM 規格が含まれます。材料の選択は、温度、圧力、腐食環境、プロセス流体との適合性などの使用条件によって異なります。配管システム全体で一貫した耐食性と機械的特性を確保するには、継手は接続パイプの仕様と一致またはそれを超える必要があります。
特殊用途の突合せ溶接継手
標準のエルボ、ティー、レデューサー、キャップに加えて、特殊な突合せ溶接継手は、固有の配管要件に対応します。ラテラルは、ラテラル T 型または Y 型継手とも呼ばれ、標準的な T 型の垂直な分岐ではなく、45 度の角度で分岐接続するのが特徴です。この構成により、分岐テイクオフの流れの移行がよりスムーズになり、90 度のティーと比較して圧力降下とエロージョンが軽減されます。ラテラルは、高速サービスや圧力損失を最小限に抑えることが重要な場合に特に価値がありますが、その特殊な形状により標準的なティーよりも高価になります。
スエージニップルは、レデューシングスエージまたは不等ニップルとも呼ばれ、単一の継手の短いパイプとレジューサの機能を組み合わせています。これらのコンポーネントは、パイプ サイズ間を非常に短い距離で移動するため、スペースの制約により標準の減速機を設置できない場合に役立ちます。サドルまたは輪郭のある出口継手は、組み立てられた出口用途に強化された分岐接続を提供し、別個の T 字継手なしで分岐開口部を作成するためにランパイプに溶接します。これらの加工された接続は分岐の位置と角度に柔軟性をもたらしますが、十分な強度と漏れのない構造を確保するために特殊な溶接手順と検査が必要です。
端部の準備と面取りの要件
これらの継手を取り付ける際に健全な突合せ溶接を実現するには、端部を適切に準備することが重要です。標準の突合せ溶接継手は、ASME B16.25 仕様に従って溶接用に準備された面取り端が付属しています。標準のベベル角度 37.5 度 (ベベル端を 2 つ接合すると 75 度の夾角が形成されます) により、さまざまな溶接プロセスを使用して完全な溶接溶け込みを実現するための適切なルート開口部と適切な開先角度が提供されます。ルート面は通常 1.6 mm (1/16 インチ) で、ルート パスの着地を提供し、初期溶接時の溶け込みを防止します。
取り付け時の適切な位置合わせとギャップ制御により、溶接の品質とシステムの完全性が保証されます。取り付けられたコンポーネント間の根元の開口部は、溶接プロセス、パイプの壁の厚さ、溶接機の好みに応じて通常 1.6 mm から 3.2 mm の範囲であり、周囲に一定の隙間があり、均一な入熱と浸透が保証されます。継手とパイプの中心線の間のずれは最小限に抑える必要があり、ほとんどの規格ではオフセットを 1.6 mm または壁厚の 1/8 のいずれか小さい方に制限しています。過度のミスアライメントは、特に疲労荷重が発生する周期的な使用において、応力集中と潜在的な故障点を生み出します。
突合せ溶接継手の選択基準
適切な突合せ溶接継手を選択するには、単純な寸法互換性を超えた複数の要素を評価する必要があります。圧力、温度、流体特性、流量などの使用条件によって、必要な圧力クラスと材料の選択が決まります。腐食性または浸食性のサービスでは、適切な耐用年数を確保するために、材質のアップグレードや壁の厚さを厚くする必要がある場合があります。流量特性は継手形状の選択に影響します。高速サービスでは、圧力損失とエロージョンを最小限に抑えるために長半径エルボと段階的な減速機の利点が得られますが、コンパクトな設置では、圧力損失が高くても短半径エルボが必要になる場合があります。
- 圧力および温度定格: 適切な安全マージンを備えた最大設計条件と一致または上回る
- 材料の適合性: 耐食性と機械的特性がプロセス流体と動作条件に適合することを保証します。
- スケジュールと壁の厚さ: 均一な圧力定格を実現するために、システム全体で一貫した壁の厚さを維持します。
- コードへの準拠: 継手が ASME B31.1、B31.3、またはその他の管轄区域固有の要件などの該当する配管コードを満たしていることを確認します。
- 品質文書: 重要なサービスの製造試験レポート、材料証明書、寸法検査レポートを取得します。
- 経済的考慮事項: 初期取り付けコストと設置労力、予想される耐用年数、およびメンテナンス要件のバランスを考慮します。
インストールのベストプラクティスと品質管理
突合せ溶接継手の取り付けを成功させるには、ジョイントの品質とシステムの完全性を保証する実証済みの慣行に従う必要があります。フィッティングを適切に保管すると、取り付ける前に面取りされた端と内面が損傷、腐食、汚染から保護されます。取り付け前に継手を目視検査して、寸法適合性を確認し、表面欠陥をチェックし、適切な材料グレードのマーキングを確認する必要があります。内部表面と溶接準備領域を洗浄すると、溶接の品質を損なったり、システムに腐食促進物質を導入したりする可能性のある油、汚れ、ミルスケール、その他の汚染物質が除去されます。
溶接を開始する前に、材料、肉厚、使用条件に適した溶接手順仕様 (WPS) と溶接工の資格を確認する必要があります。水素による亀裂を防止し、適切な溶接延性を確保するには、炭素鋼および合金鋼の予熱要件を計算して適用する必要があります。厚肉継手、特定の材料、または特定の使用条件では、残留応力を軽減し、溶接によって影響を受けた材料特性を回復するために、溶接後の熱処理が必要になる場合があります。 X線撮影、超音波検査、またはその他の方法を含む非破壊検査により、溶接の品質が検証され、システムの完全性を損なう可能性のある欠陥が検出されます。
さまざまなタイプの突合せ溶接式パイプ継手、その特有の特性、および適切な選択と設置方法を理解することで、エンジニアや製造業者は信頼性が高く効率的な配管システムを作成できます。方向変更を可能にするユビキタスエルボから、コスト効率の高いフランジ接続を容易にする特殊なスタブエンドまで、各継手のタイプは配管ネットワーク全体の中で特定の機能を果たします。寸法規格、材料仕様、最終準備要件、設置のベストプラクティスに注意を払うことで、これらの重要なコンポーネントが意図された耐用年数を通じて確実に動作し、無数の産業用途にわたってシステムの安全性と運用効率が維持されます。
最新ニュース
ニュース そしてブログ
最近のイベントに関する最新情報を入手してください


