突合せ溶接継手の材料の選択 適切な素材を選択することが選択の第一歩です...
突合せ溶接イコールティーとは何ですか?また配管でどのように使用されますか?

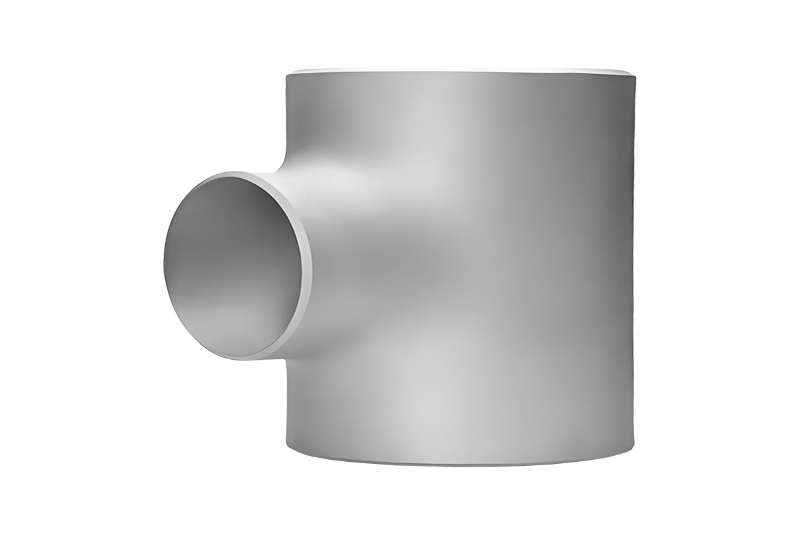
産業用配管システムでは、すべての継手の信頼性がネットワーク全体の完全性を決定します。最も重要なコンポーネントの 1 つは突合せ溶接イコール ティーです。これは、3 つの出口すべてで等しい直径を維持しながら、90 度の分岐で流れを分割または合流できるパイプ継手です。プロセスプラント、水処理施設、または石油とガスのパイプラインを設計している場合でも、突合せ溶接のイコールティーを理解することは、適切なエンジニアリング上の決定を下すための基礎です。
突合せ溶接イコールティーとは何ですか?
あ 突合せ溶接イコールティー は、一般にストレート T 字継手または同等の T 字継手とも呼ばれ、3 つの接続ポートすべてが同じ公称配管サイズ (NPS) を共有する T 字形の配管継手です。このパイプは、突合せ溶接によって隣接するパイプに接合されるように設計されています。突合せ溶接とは、パイプの端を向かい合わせに並べて熱を使用して融合するプロセスです。この方法により、パイプ自体と同等の構造的完全性を備えた永久的な漏れ防止ジョイントが生成されます。
「等しい」という表記は、ランパイプと分岐パイプの直径が同じであることを意味します。これは、分岐出口がランよりも小さい減速 T 型とは対照的です。単一の接合点から全方向に均一な流量分布が必要な場合は、等しい T 型が推奨されます。
T 継手の突合せ溶接はどのように機能しますか?
突合せ溶接は、パイプコンポーネントを接合する最も構造的に健全な方法の 1 つです。このプロセスでは、パイプ端を準備し、特定のベベル角度 (通常は 30° ~ 37.5°) で端を取り付け、溶接フィラー材料が深く浸透して完全溶け込み溶接を形成できる溝を作成します。正しく実行された場合、溶接継手はほぼ 100% の効率を達成します。これは、母材と同じ圧力定格を維持できることを意味します。
突合せ溶接が等しい T 字の場合、3 つの別々の突合せ溶接が必要です (ランエンドに 2 つと分岐出口に 1 つ)。各溶接の品質は非常に重要です。高圧または高温の用途では、各接合部の完全性を検証するために、溶接後に放射線検査 (RT) や超音波検査 (UT) などの非破壊検査 (NDT) が実行されます。

突合せ溶接イコールティーに使用される一般的な材料
突合せ溶接イコールティーは、さまざまな使用環境に合わせて幅広い材料で製造されています。材料の選択は、継手の耐食性、温度耐性、機械的強度に直接影響します。最も一般的に使用される材料は次のとおりです。
- 炭素鋼 (ASTM A234 WPB): 汎用配管用として最も広く使用されている材質です。適度なコストで優れた強度を提供し、-29°C ~ 427°C の温度に適しています。
- ステンレス鋼 (ASTM A403 WP304/316): 化学処理、食品および飲料、海洋用途などの腐食性環境に適しています。グレード 316 は、塩化物による腐食に対して優れた耐性を備えています。
- あlloy Steel (ASTM A234 WP11/WP22): 発電ボイラーや製油所などの高温高圧システムで使用されます。クロムモリブデン合金により、耐クリープ性が向上します。
- 二相および超二相ステンレス鋼: 強度と耐食性の両方が重要となる海洋および海底用途に選ばれています。
- ニッケル合金 (インコネル、モネル、ハステロイ): あpplied in extreme environments involving aggressive chemicals, very high temperatures, or cryogenic conditions.
主要な寸法規格と仕様
突合せ溶接イコールティーは、配管システム間での互換性を確保するために、国際的に認められた寸法および材料規格に準拠する必要があります。調達チームとエンジニアリング チームは、設置前にフィッティングが該当する仕様を満たしていることを常に確認する必要があります。
| 標準 | 範囲 |
| あSME B16.9 | 工場製鍛造突合せ溶接継手(寸法と公差) |
| あSME B16.28 | 短半径のエルボとリターン (B16.9 と並行して参照) |
| あSTM A234 | 中温および高温用の炭素鋼および合金鋼のパイプ継手 |
| あSTM A403 | 鍛造オーステナイト系ステンレス鋼配管継手 |
| MSS SP-75 | 高圧サービス向けの高度な試験による突合せ溶接継手 |
| EN 10253 | 突合せ溶接式管継手の欧州規格 |
壁厚スケジュール (Sch 10、Sch 40、Sch 80、Sch 160、XXS) によって、継手の圧力能力が決まります。内部ボアの面一と適切な溶接準備を確保するには、スケジュールを接続パイプと一致させる必要があります。
製造方法: 同等の T 字はどのようにして製造されるのですか?
製造方法は、継手の機械的特性、表面仕上げ、寸法精度に影響を与えます。主な製造アプローチは次の 2 つです。
熱間成形(押出法)
これは、より大きな直径のティーの最も一般的な製造プロセスです。あらかじめ成形されたパイプまたはプレートを加熱し、油圧で金型に押し込んで T 字形状を形成します。ブランチはメインランから外側に押し出されます。この方法では、優れた粒子構造と均一な肉厚を備えたシームレスまたはシームレスに近いフィッティングが得られるため、圧力が重要な用途に非常に適しています。
冷間成形
主に小径の T 型 (通常は DN 50 未満) に使用される冷間成形では、材料を室温でプレスします。この方法では、厳しい寸法公差ときれいな表面仕上げが得られますが、材料に残留応力が発生する可能性があります。成形後の熱処理は、特にステンレス鋼グレードの場合、これらの応力を軽減するために適用されることがよくあります。
あpplications Across Industries
突合せ溶接イコールティーは、加圧配管を使用するほぼすべての分野で使用される汎用継手です。設計の多様性と強力な溶接接合により、他の接続タイプでは機能しない可能性がある厳しい条件にも適用できます。
- 石油とガス: 上流、中流、下流のパイプラインで流れを分離器、熱交換器、貯蔵タンクに分岐するために広く使用されています。
- 石油化学および化学処理: 漏れのない性能が義務付けられている反応器供給ライン、蒸留塔、化学薬品注入システムで必要です。
- 発電: 従来型と原子力発電所の両方の蒸気分配システム、ボイラー給水ライン、冷却水回路に見られます。
- 水と廃水の処理: 耐食性と長寿命が優先される分配ヘッダーやプロセス配管に使用されます。
- 医薬品および食品加工: 衛生グレードのステンレス鋼の同等のティーは、滑らかな内部ボアと電解研磨仕上げを備えており、細菌の増殖を防ぎ、製品の純度を保証します。
- 造船および海洋プラットフォーム: 海洋グレードの二相鋼ティーは、船舶や海洋構造物の海水冷却およびバラスト システムに使用されます。
突合せ溶接イコールティーの取り付けのベストプラクティス
適切な設置は材料の選択と同じくらい重要です。不十分な溶接技術、不十分な準備、または不適切な位置合わせによって、高品質のフィッティングが損なわれる可能性があります。次のベスト プラクティスは、信頼性が高く、長期間持続するインストールを保証するのに役立ちます。
パイプ端の準備
あll pipe ends and fitting ends must be clean, free from rust, mill scale, paint, oil, or moisture before welding. Bevel angles must match the fitting's end preparation — typically 30° for ASME B16.9 conforming fittings. Use mechanical beveling tools or plasma cutting with grinding to achieve a precise edge. Misaligned bevels increase the risk of incomplete fusion and weld defects.
フィッティングとアライメント
ルートパスを完了する前に、少なくとも 3 つの等間隔の位置で継手を仮付け溶接します。接合部での乱流、浸食、または隙間腐食を防ぐために、内部ボアが面一であることを確認してください。溶接プロセス全体を通じて同心性を維持するには、パイプ位置合わせクランプまたはフィットアップ ツールを使用します。たとえ数ミリメートルであっても、位置のずれによって応力集中点が生じ、疲労寿命が短縮される可能性があります。
予熱および溶接後熱処理 (PWHT)
材質と壁の厚さによっては、水素割れを防ぐために予熱が必要になる場合があります。肉厚が 25mm を超える炭素鋼パイプは通常、少なくとも 150°C までの予熱が必要です。溶接後、特に合金鋼や厚肉炭素鋼の設置では、残留応力を軽減するために該当する規格 (ASME B31.3、EN 13480) によって PWHT が義務付けられる場合があります。
設置後の検査
あfter welding, each joint should be visually inspected, followed by NDT appropriate to the service class. For critical service (Class 1 per ASME B31.3), 100% radiographic or ultrasonic testing of each weld is standard. Hydrostatic or pneumatic pressure testing of the completed assembly verifies system tightness before commissioning.
突合せ溶接同等ティーと他のティー接合方法の比較
すべての T 継手で突合せ溶接が使用されるわけではありません。この方法と代替方法を比較することは、エンジニアが各アプリケーション コンテキストに適切なソリューションを選択するのに役立ちます。
| 接続タイプ | 圧力定格 | 分解 | ベストユースケース |
| 突合せ溶接 | 最高 | いいえ (永久) | 高圧高温システム |
| ねじ込み(NPT) | 低から中程度 | はい | 小口径、低圧ユーティリティライン |
| ソケットウェルド | 中程度から高程度 | いいえ | 小口径高圧配管(≦DN50) |
| フランジ付き | 高 | はい | 頻繁なメンテナンスや取り外しが必要な場合 |
突合せ溶接イコールティーは、時間の経過とともに劣化する可能性のあるガスケット、シール、ネジ山を使用せずにシステムを完全に密閉しながら、最も要求の厳しい使用条件に対処できる能力で際立っています。
プロジェクトに適した突合せ溶接同等ティーの選択
正しい同等のティーを選択するには、単にパイプの直径を一致させるだけでは不十分です。エンジニアは、意図した耐用年数にわたってフィッティングが確実に機能するように、いくつかの技術パラメータを同時に考慮する必要があります。
- 公称パイプサイズ (NPS) とスケジュール: 構造の連続性を確保し、溶接ギャップを修正するには、接続されたパイプと一致する必要があります。
- 設計圧力と温度: システムの最大動作条件に対する ASME セクション II パート D の材料許容応力を相互参照します。
- 流体の適合性: フィッティングの材質が、微量汚染物質や洗浄剤を含むプロセス流体と化学的に適合することを確認してください。
- 熱処理条件: 該当する材料規格の要求に応じて、正規化、焼鈍、または溶体化焼鈍の条件を指定します。
- 第三者による検査と認証: 重要なサービスについては、材料試験報告書 (MTR)、陽性材料識別 (PMI)、およびロイズ、ビューロー ベリタス、DNV などの機関からの第三者認証が必要です。
事前に適切な仕様に時間を投資することで、コストのかかる障害、計画外のシャットダウン、安全上のインシデントを防ぐことができます。突合せ溶接同等のティーは、正しく指定、製造、設置されていれば、最も困難な産業環境であっても、数十年にわたり信頼性の高いサービスを提供します。
最新ニュース
ニュース そしてブログ
最近のイベントに関する最新情報を入手してください


